Modbus转Profinet改变了传统的局面,实现了PLC与电力仪表之间的秒级响应。在过去,由于Modbus通信协议的限制,PLC与电力仪表之间的数据传输速度受到了很大的限制,无法满足工业自动化领域对实时性的要求。然而,随着Modbus转Profinet网关的应用,这一限制已经被彻底打破。

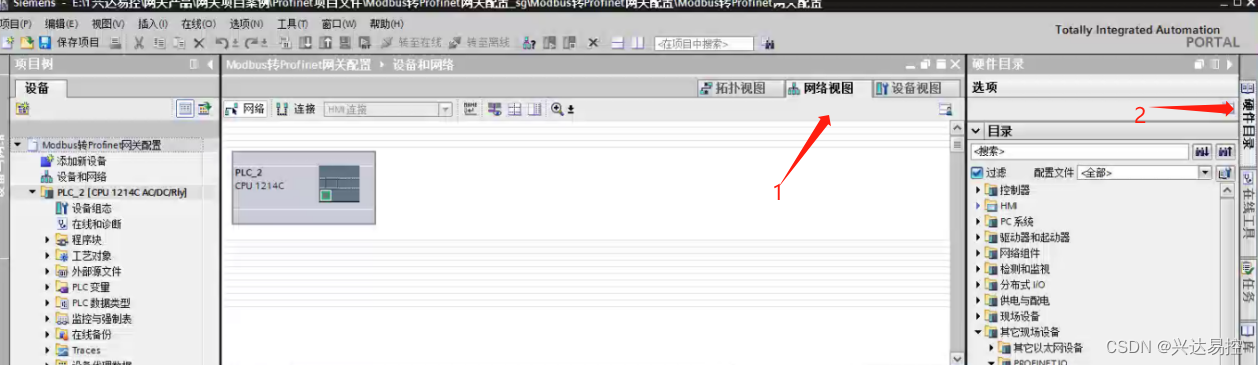
打开博图加载PLC,在这里使用的是1200PLC
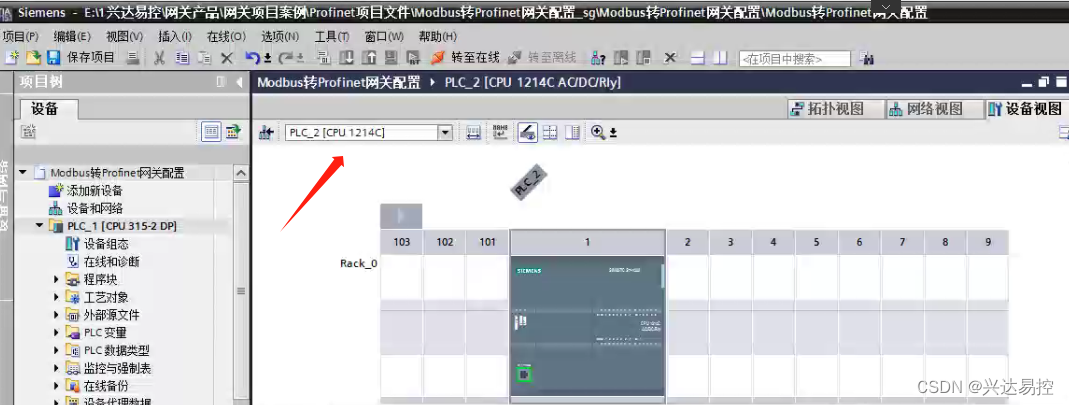
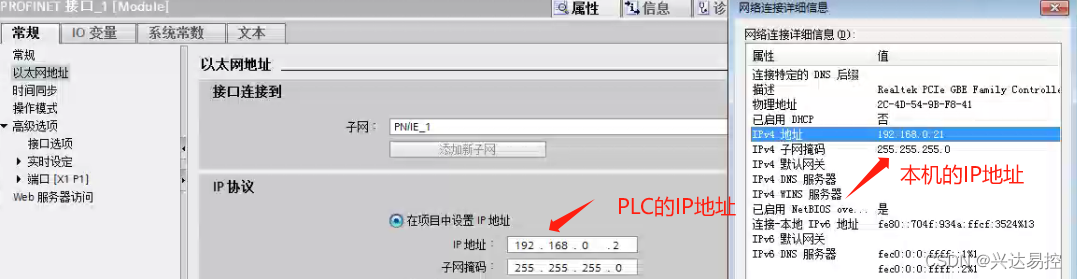
配置PLC的IP地址(PLC的IP地址要与本机IP地址保持在同一网段上)
添加GSD文件

安装完GSD文件后,在网络视图下点击打开硬件目录
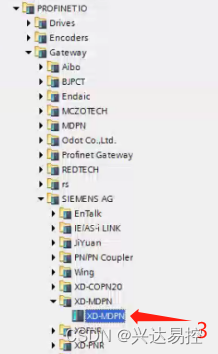
找到网关驱动并双击添加到博图
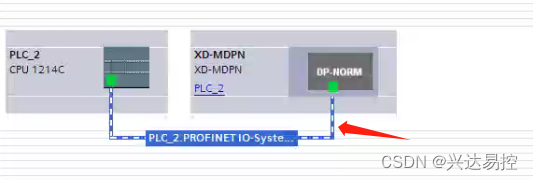
点击选择并将modbus转profibus网关驱动接口与1200PLC相连
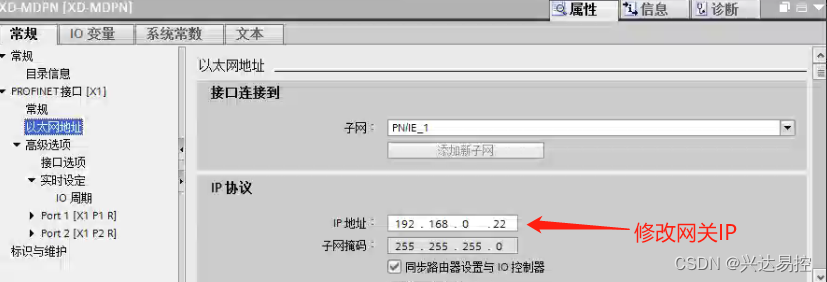
配置网关IP地址(网关IP地址与PLC保持在同一网段上)
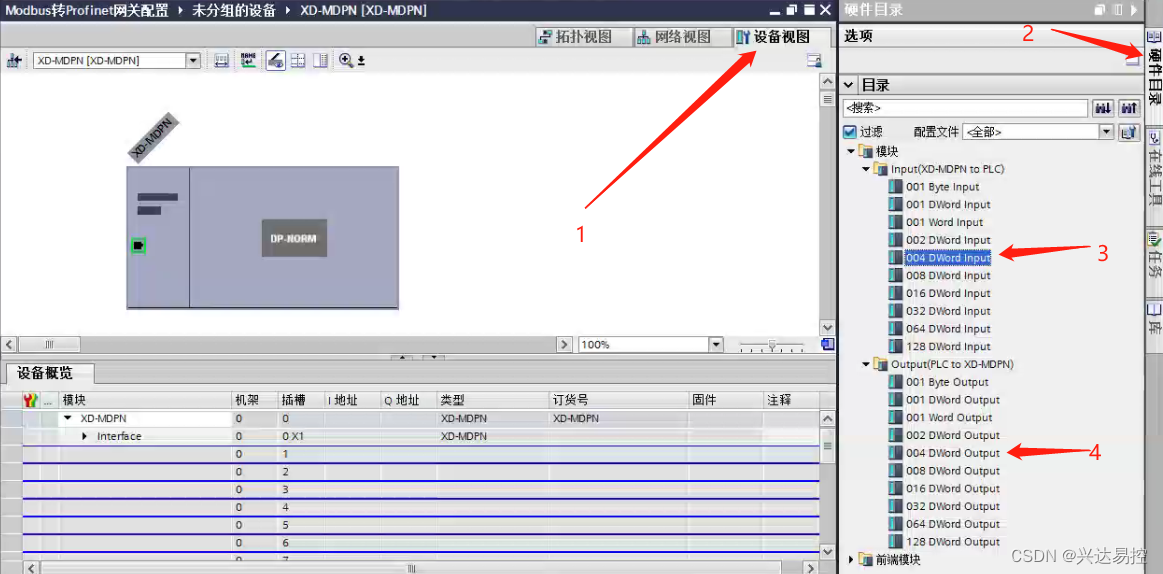
在设备视图下点击硬件目录,选择读4个数据长度,写4个数据长度
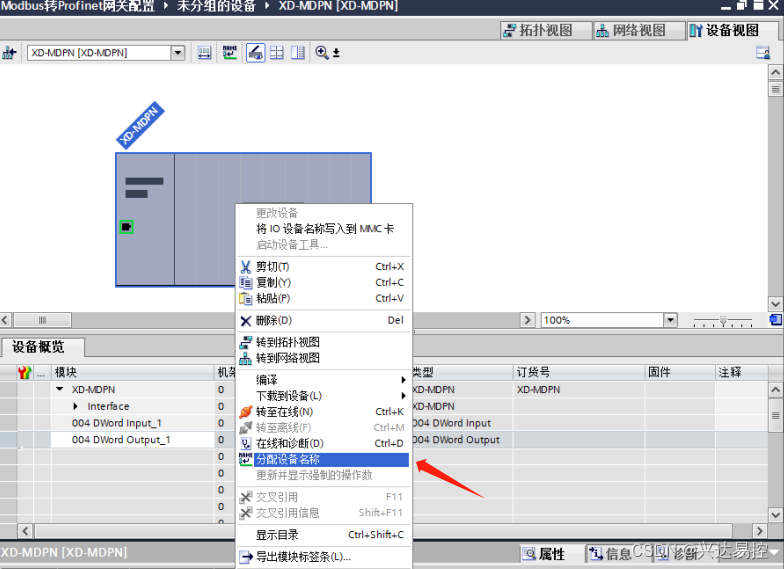
双击进入设备视图,右击网关进行分配设备名称
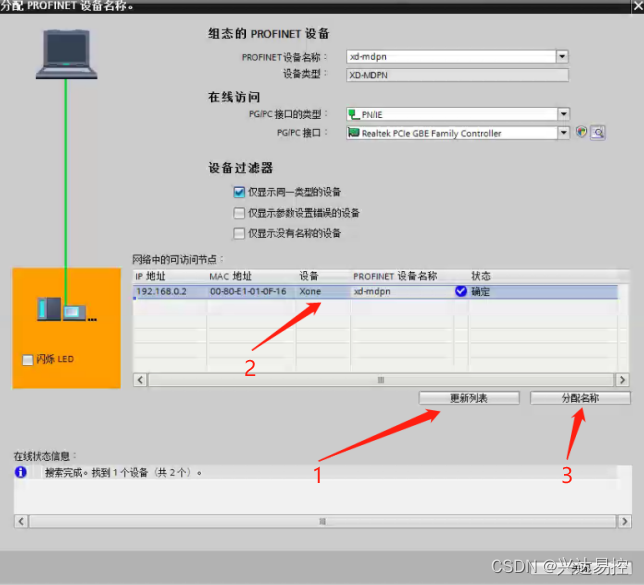
点击更新,自动搜索到设备,点击分配设备名称即可
下载到组态到PLC

选择PN/IE_1,点击开始搜索,选择搜索到的设备,点击下载
组态下载到PLC(按照提示操作即可完成)
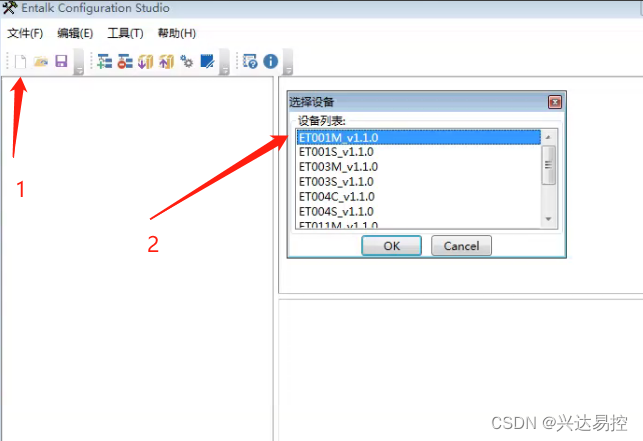
打开网关调试软件新建工程并添加网关设备
修改设备IP地址,注意与博图配置IP地址保持一致
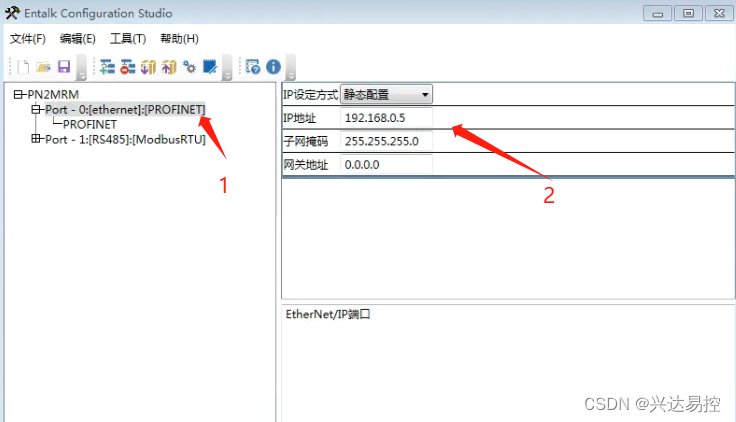
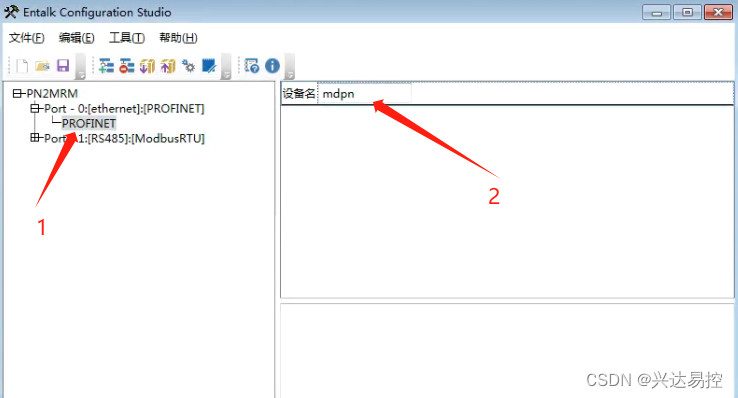
打开PN2MRMI下拉菜单,点击HPort - O:[ethernet]:[PROFINET]设置IP地址;点击PROFINET修改网关设备名称(应与博图配置的网关名称保持一致)
打开ACR仪表说明书


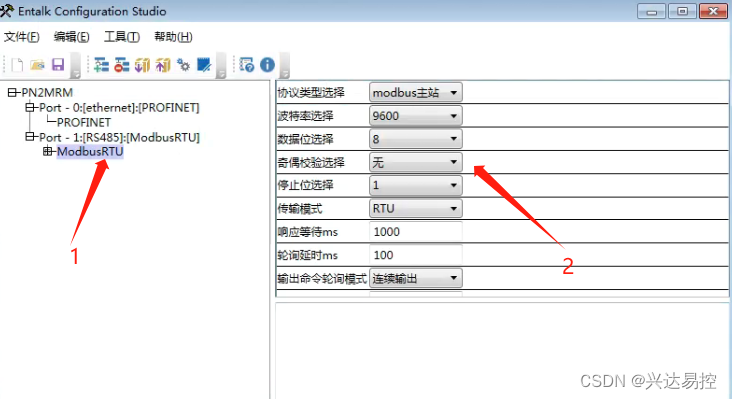
本案例默认波特率9600,数据位8,无校验位,停止位1
打开Port - 1:[RS485]:[ModbusRTU]下拉菜单,点击ModbusRTU设置波特率,数据位,校验位,停止位
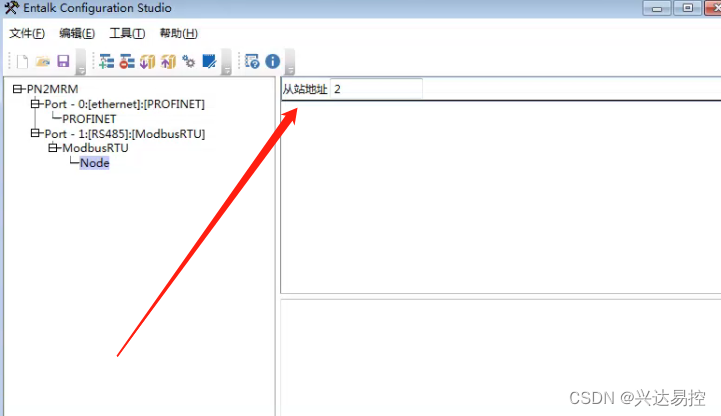
默认从站地址为2,右击ModbusRTU插入节点,设置从站地址
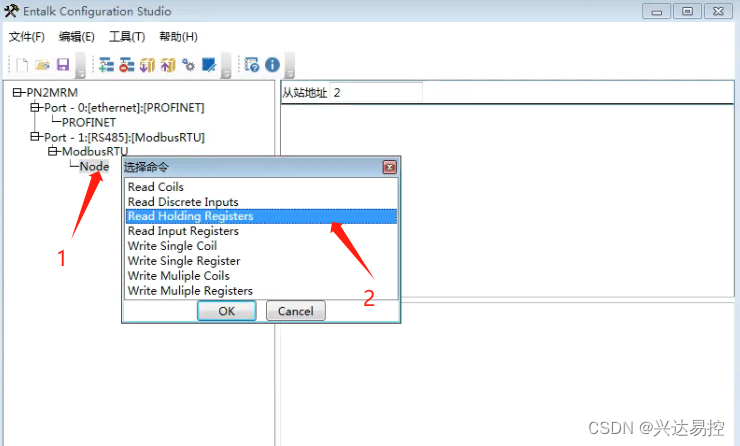
右击在Node下添加功能码
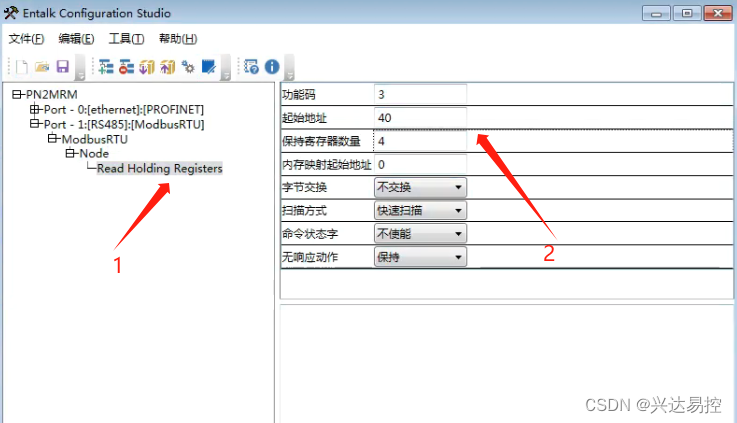
采用03功能码读线电压UAB,线电压UBC,线电压UAC,将16进制的起始地址0028~002B换算为10进制的40~43

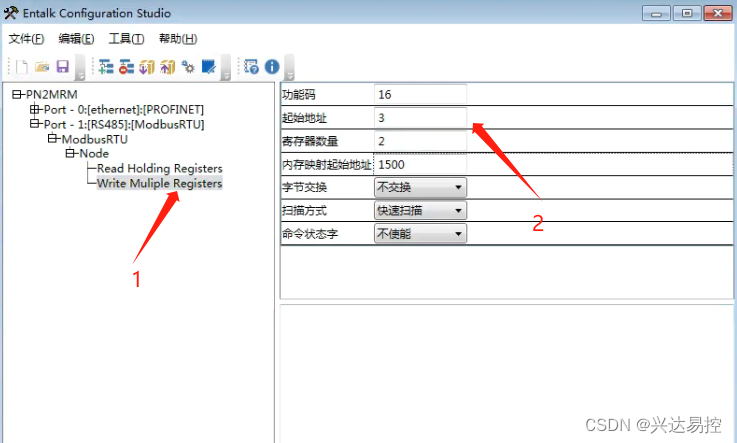
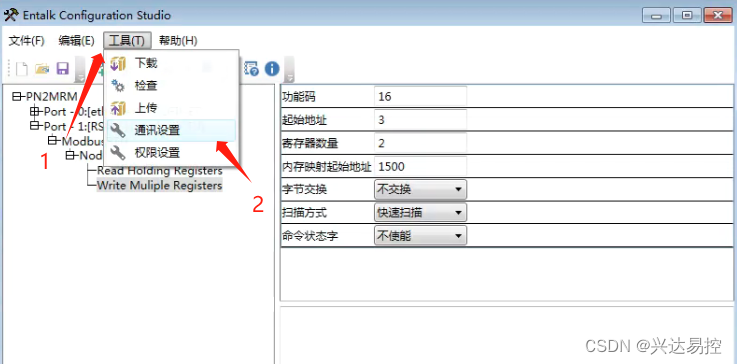
采用16功能码写PT变比,CT变比

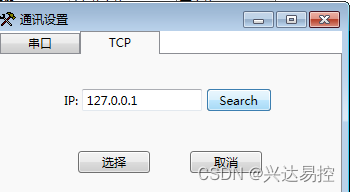
在工具栏下找到通讯设置,搜索IP地址
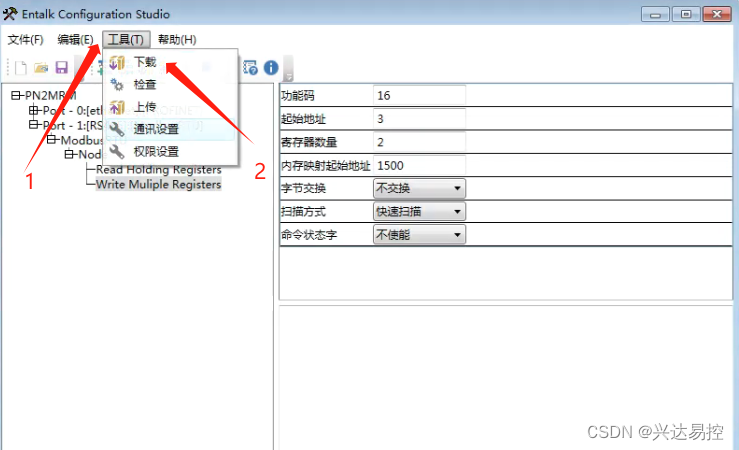
点击下载即可完成网关与从站配置
总结来说,Modbus转Profinet网关作为PLC与电力仪表通讯的助力,发挥着关键的作用。通过本案例的成功实施,我们证明了Modbus转Profinet网关的可靠性和高效性,为其他类似的项目提供了有价值的参考