引言
在SMT生产流程中,如何控制回焊炉的温度是非常重要的一环,好的炉温曲线图意味着可以形成良好的焊点。
上一期分享(SMT回流焊温度解析之锡膏焊接特性)中,我们着重介绍了SMT回流工艺中的锡膏焊接部分。本期内容主要对回流温度曲线的相关内容进行介绍。
回流温度曲线类型及适用性
一、再流焊曲线分类
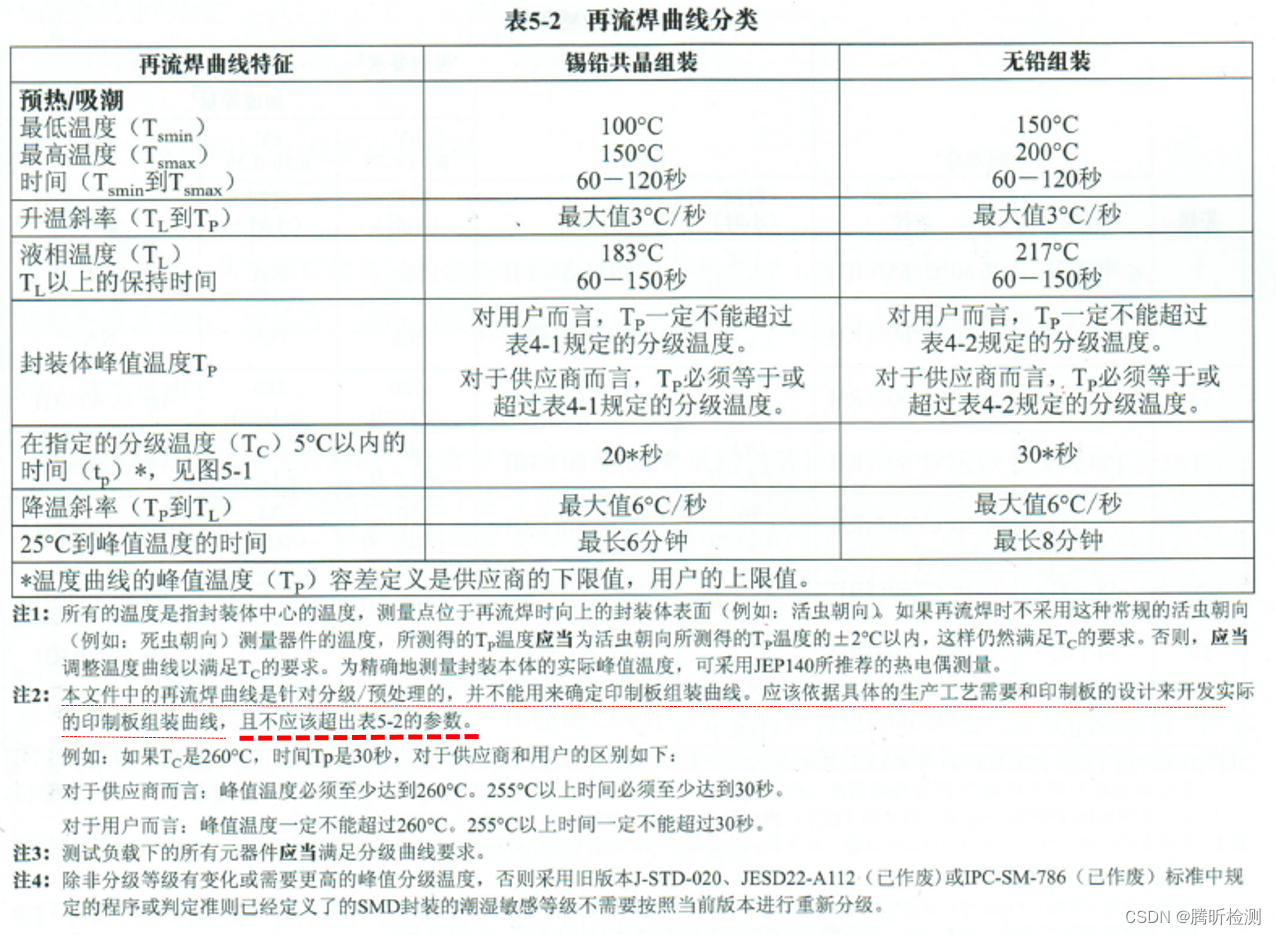
引入标准为IPC J-STD-020 非气密表面贴装器件潮湿/再流焊敏感分级
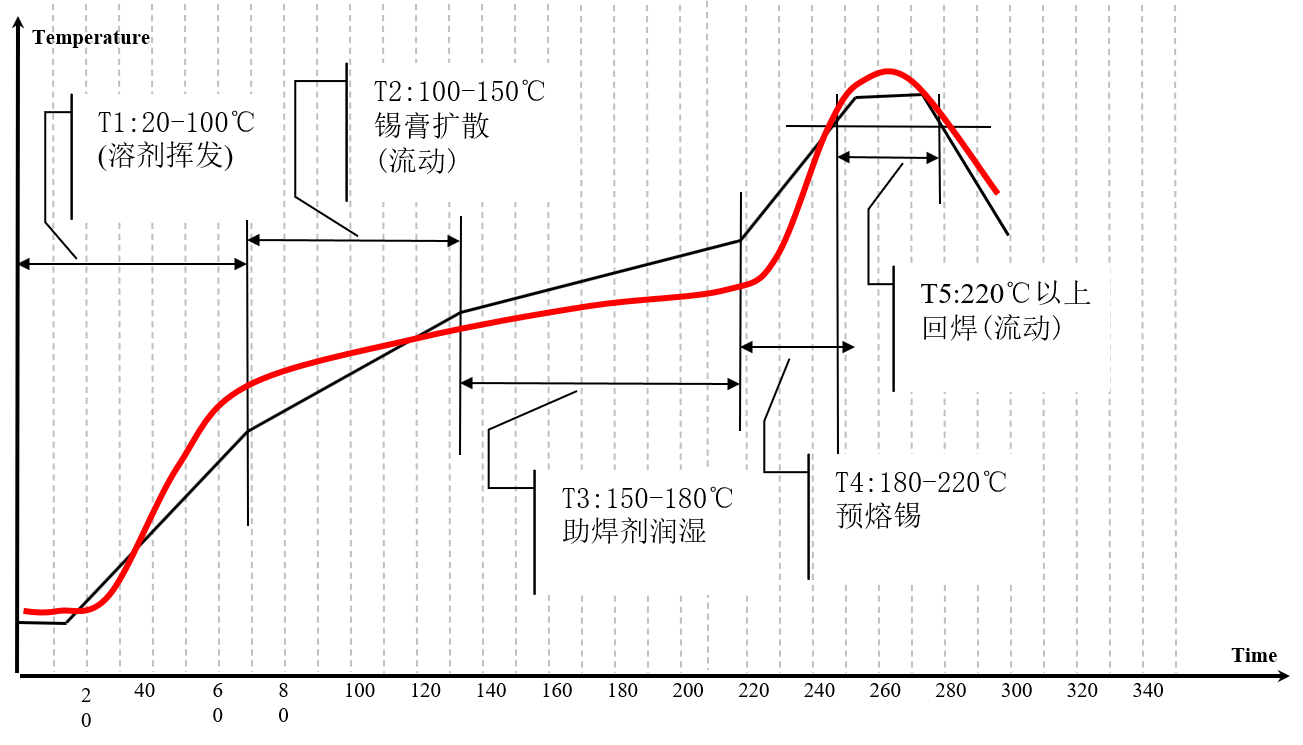
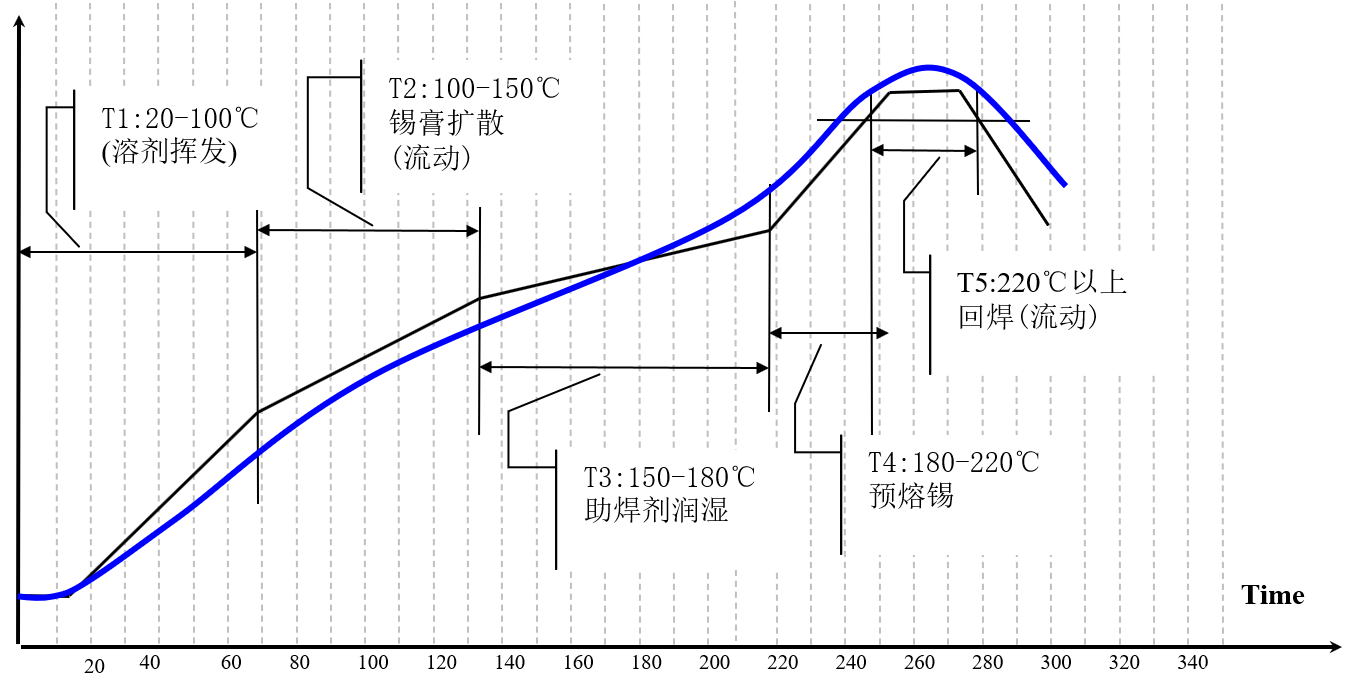
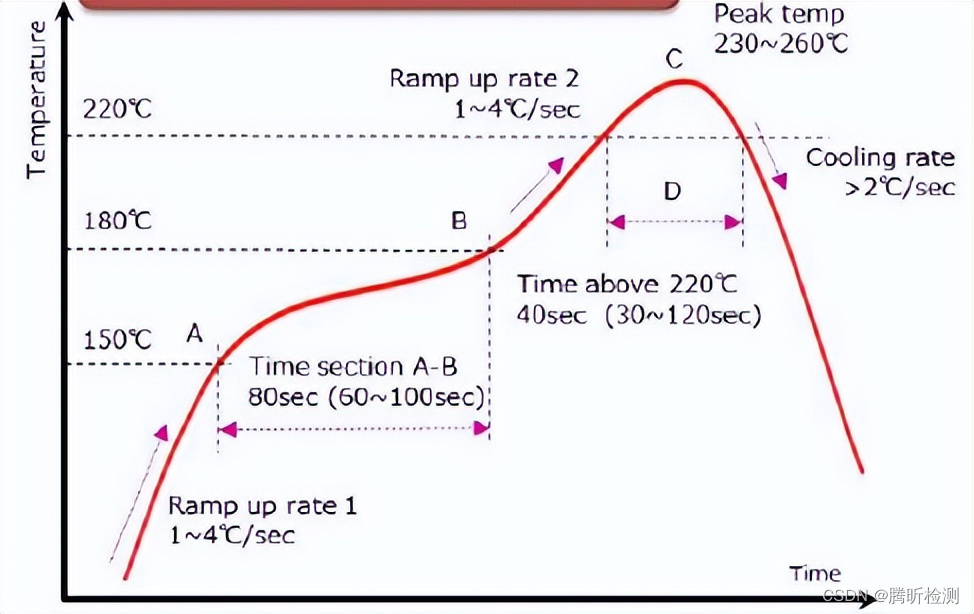
标准温度曲线如下图:
二、RSS(Ramp soak spike)曲线解析
1、概念
RSS非线性温度曲线,即升温-保温-回流温度曲线,其整个回流过程严格分为预热、恒温、回流、冷却四个温区。
适用于板面面积大、PCB/器件热容差异大、对助焊剂残留要求高的产品。

2、RSS曲线的特征及适用性
★ 特征
1、升温快、恒温时间长、进入焊接速度快,曲线呈“马鞍”型;
2、该温度曲线能够控制元件间的温差,回流时能够达到相同温度;
3、可以让锡膏内多余的助焊剂充分挥发,以减少焊接后的残留;
4、推荐使用高残留/高活性的锡膏;
5、较常用日系锡膏,助焊剂多数为松香型。
★最大优势
1、消除或减少△T(温度差)
2、助焊剂残留少

二、RTS( Rampto spike )曲线解析
1、概念
RTS线形温度曲线,即升温-回流温度曲线。从产品进入设备预热开始,温度曲线呈一条向上45°延伸的线,达到锡膏熔点后回流,最后冷却完成焊接的过程。
适用于小型化PCB、微型化贴片产品、密Pitch器件、对焊点外观要求较高等产品类型

2、RTS曲线的特征及适用性
★ 特征
1、可用于任何化学成分或合金,为水溶锡膏和难于焊接的合金与零件所首选。
2、在RTS温度曲线下回流的锡膏在预热阶段可保持住其助焊剂载体,因此能得到更光亮的焊点,可焊性问题很少;
3、可提高助焊剂湿润性。
★最大优势
助焊剂活性强,对难焊接的PCB、器件镀层金属明显的改善作用。
回流温度的设定及评价
一、回流温度设定
可通过器件耐温、工艺要求、回流设备、锡膏特性和PCB的Tg值(衡量PCB板耐热性能的指标)五个方面,对回流时的温度进行评估设定。
标准或规格书推荐的温度曲线并非最优化曲线(限值是重点),关键是要结合产品本身布局、材料等因素综合考虑,制定符合产品特点的温度。
二、RSS曲线与RTS曲线的设定推荐
RSS曲线
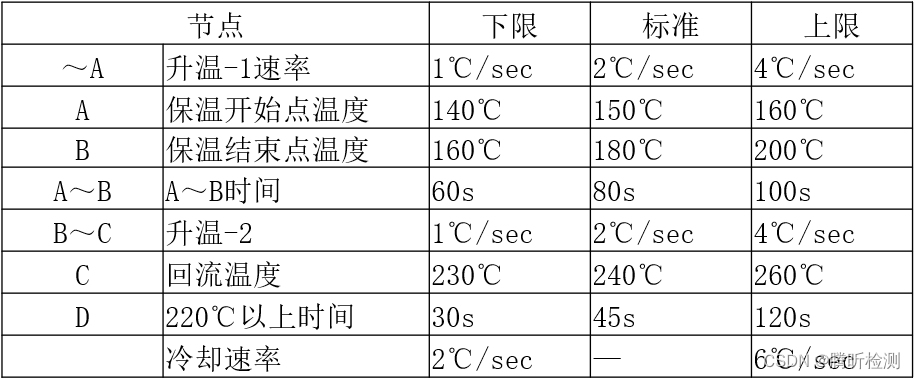
RSS曲线

RTS曲线
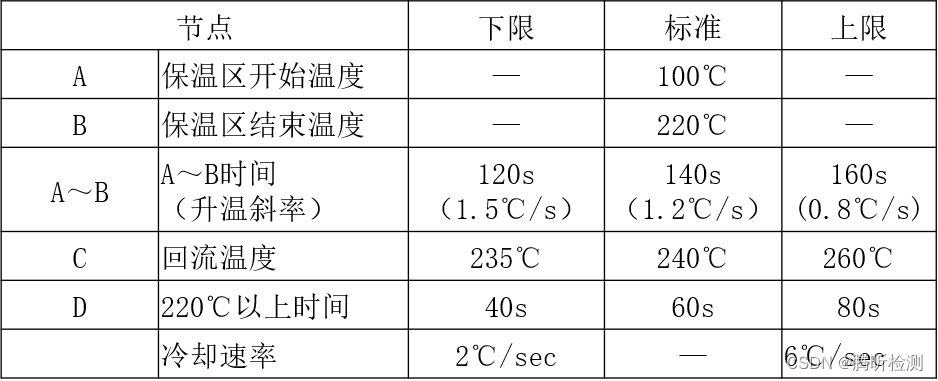
RTS曲线
注:以上为温度设定参考,实际温度设定需根据产品评估后确定。
三、回流温度的评价方法
关于如何评价分析回流温度,可以从以下两个维度进行——
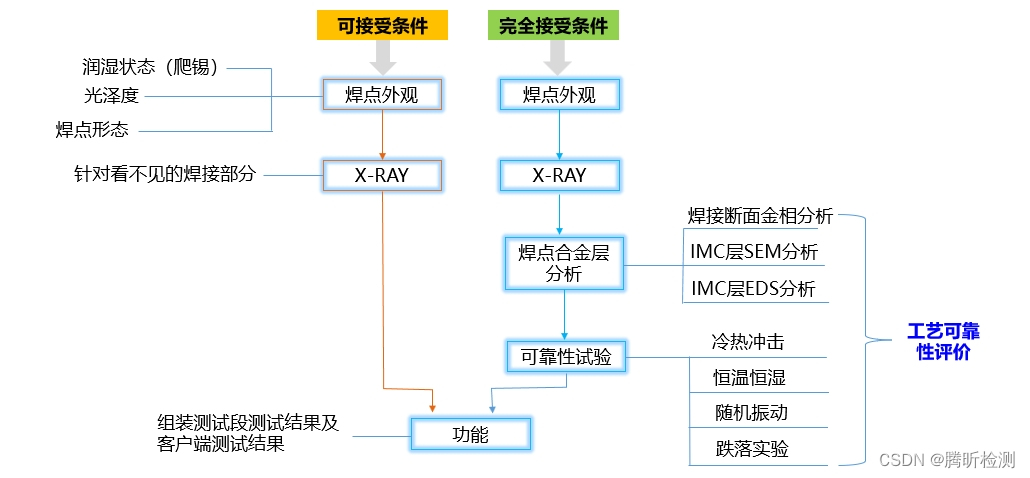
其中,第二种方式可精准判断焊接条件的可行性和稳定性,特别是针对BGA类产品。
测温板的制作
一、回流温度曲线标本测试点选取原则及方法
★ 必要评价原则:
1、客户特定要求接点的,依照客户要求实施,并根据风险评估结果,适当追加内部管制接点;
2、至少选取3点作为测试点,以PCBA上对角线位置进行选点(一面);
3、对产品风险评估出的温度风险点位进行监控,例如温度敏感器件、有失效历史的器件或设计结构等;
4、PCBA上选定一个空PAD作为测度点,目的是测试该PCB在回流过程中的温度。
★ 其他评价原则:
1、有BGA元件时,要求表面和焊点端子各接一个测试点。当几个BGA同时存在时,至少选择一个面积最大的接点测试,若有0.5pitch及以下的BGA时,必须同时对该BGA设置点测试;
2、当有 LED元件时,最少选择一个点进行温度测试;
3、CHIP件,特别是电容需接点测试;
4、吸热量大的焊点或接地PAD需接点测试。

二、热电偶线的相关要求
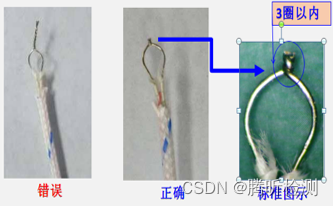
需使用高温锡线将电偶线闭合端焊接在测试点上,要求标准为紧密缠绕3圈以内。
热电偶线闭合点的形成时,要牢固、导线不分开,因此,接头外延部分的存在是避不可少,只能要求接近闭合部位,以减小温差。
三、标本的分类、整理与标识
标本分为专用标本和通用标本。
专用标本需与生产实物一致,原则上所有有BGA或者回流风险器件的产品必须使用专用标本;通用标本可同类型产品替代标本。
关于标本的整理与标识,需要注意以下几个方面:
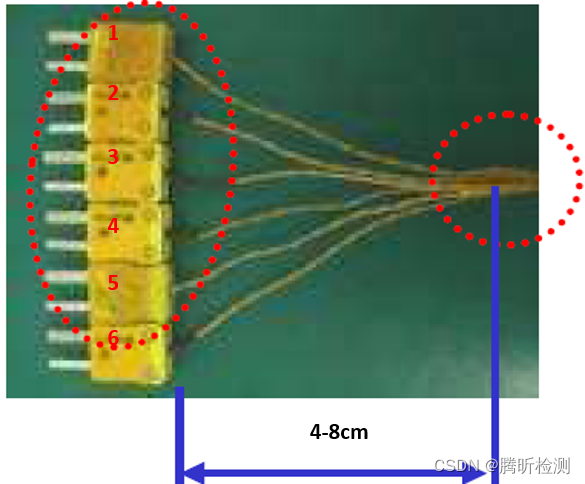
1、测试插头不可随用随装,必须固化管理(即一个标本一组测试插头);
2、插头按照测试通道编号,捆扎,有空间的情况下,可将测试点位进行备注;
3、热电偶走线方面,按照下记图示,规则性布线,转角位置进行圆弧形弯脚处理。
腾昕检测有话说:
本篇文章介绍了SMT回流焊工艺之回流温度曲线。如需转载本篇文章,后台私信获取授权即可,感谢支持!
腾昕检测将继续分享关于PCB/PCBA、汽车电子及相关电子元器件失效分析、可靠性评价、真伪鉴别等方面的专业知识。如您有相关检测需求,欢迎致电咨询。
![[C++] external “C“的作用和使用场景(案例)](https://img-blog.csdnimg.cn/direct/782e2ee080d9426b94f36df8feebadcd.png)

![[每周一更]-(第83期):Go新项目-Gin中间件的使用和案例(10)](https://img-blog.csdnimg.cn/direct/ba5addccbb5a4aafae0dde5224c9a0e6.png#pic_center)